Схема для моторчика для сверления. Сверлильный станок для печатных плат (ATtiny13, C). Особенности станков для печатных плат
Здоровья всем читателям Муськи!
Благодаря этому замечательному сайту обзавелся множеством полезных вещей и знаний и в ответ решил написать первый отчет о недавно разработанном устройстве. В процессе разработки устройства столкнулся с рядом проблем и успешно их разрешил. Возможно, кому-то из коллег-новичков описание некоторых решений поможет в творчестве.
Для изготовления печатных плат обзавелся микродрелью и стойкой для нее, превращающей дрельку в сверлильный микростанок. Необходимость этого возникла после кучки переломанных сверл 0.5-1мм при использовании в шуруповерте и китайском дремеле. Но, как оказалось, пользоваться таким инструментом без регулятора оборотов невозможно. Регулятор решил сделать самостоятельно, попутно получив новые знания.
Радиолюбительский опыт у меня небольшой. В детстве по книге Борисова собрал несколько приемников, да моргалок на мультивибраторах. Потом пошли другие увлечения и дела.
А тут по случаю заметил Arduino, лихо наваял макетов метеостанций, роботов, и захотелось автоматизировать при помощи микроконтроллеров все, до чего дотянусь. Размеры контроллеров шли по убыванию размеров и облегчению встраивания – Arduino UNO, Arduino Pro Mini, потом кучка ATMega328P, и для самых мелких и простых устройств приобрел ATtiny85.
Тиньки покупал более года назад и они лежали и ждали свой очереди.
Скриншот заказа

(там еще термоусадка в заказе была, потому общая цена выше)
МК приехали как обычно в пакете с пупыркой, сами кучкой в отдельном полиэтиленовом пакетике. Лучше бы конечно в жестком коробке или в пенке, но и так ничего не погнулось и все рабочие.
Поначалу паял схемки на макетных платах, но почитав про ЛУТ, понял, что вполне реально и гораздо удобнее все собирать на нормальных печатных платах.
Также понемногу начал собирать полезный инструмент, среди которого оказалась микродрелька МД-3 с цанговым патроном и станочком для сверления мелких отверстий. Можно было бы конечно купить только цангу, а двигатель откуда-нибудь выковырять, но решил приобрести готовое в местном магазине.
Печатаем на лазернике рисунок на глянцевой фотобумаге Lomond для струйной печати. Но совать в новенький принтер совсем не предназначенную для него бумагу было стремно. Нашел в сети предупреждения, что глянцевое покрытие струйной бумаги может расплавиться, прилипнуть к печке и угробить принтер. Для уверенности провел эксперимент - покатал по поверхности этой бумаги нагретый до 200С паяльник (точную температуру печки так и не нашел, но около того), бумага чуть покоробилась, но ничего не плавилось и не прилипало - значит можно и в принтер.
Наутюжил рисунок на плату, смыл бумагу. На плате остался весьма качественный рисунок проводников и прилипший глянцевый слой бумаги. Автор технологии рекомендовал удалять его не сильно липкой изолентой, но как я ни старался, либо глянец ничуть не удалялся, либо вместе с ним отрывались проводники. Надписи тоже сразу на изоленту перешли. Намучившись, взял шило, и, процарапав между проводниками, содрал почти весь глянец. Дело тонкое и утомительное, надо что-то придумывать. Потом, делая вторую и третью платы, искал способ избавиться от проклятого глянца, но печать ни на журнальной странице, ни на основе самоклейки не давали такого качества рисунка, дорожки расплывались или отваливались. Но зато понял, что и глянец фотобумаги счищать под ноль не обязательно - достаточно хоть чуть процарапать между дорожками для доступа раствора к меди, а местами стравилось и без царапин, сквозь глянец.
Травить медь решил раствором перекиси водорода и лимонной кислоты как наиболее доступным составом. Возможные варианты химии для травления с расчетами можно посмотреть вот здесь
Перекись взял из аптечки, куплена была года 3 назад, срок годности вышел года 2 как, думал уже выдохлась и работать вообще не будет. Однако ошибся, плату протравило весьма бодро - минуты за три. Вот результат:
Одна дорожка пострадала от царапания шилом, ее восстановил откусанным выводом резистора. Плюс незначительные прорехи от попытки применения изоленты. Надо обзавестись подходящим маркером, а пока где смог подмазал лаком.
Плату залудил паяльником с применением оплетки. Напаял детали. 

Высокие латунные стойки вкрученные в друг друга с обоих сторон платы через крепежные отверстия – удобная штука, можно плату без корпуса во время монтажа и отладки ставить на стол любой стороной не опасаясь чего либо помять или замкнуть.
Из наиболее трудоемкого было подлезть и припаять выводные светодиоды со стороны проводников. В качестве лицевой стороны решил использовать сторону пайки, т.к. на ней высота деталей гораздо меньше, а пропуск сквозь плату вала переменного резистора уменьшает его длину до нужной.
Конденсатор C2 на схеме подключенный к Reset запаивать не стал, т.к. он хоть и повышает надежность запуска устройства, но при перепрошивке МК может помешаться.
Микроконтроллер запаивал в последнюю очередь, перед этим подключив плату к БП и убедившись, что ничего сразу не выгорит и стабилизатор выдаст штатные 5В. Ничего не задымилось и потому подключаем на штырьки ICSP программатор и заливаем тестовую прошивку.
Прошивку для устройства будем писать в знакомой многим среде программирования Arduino, предварительно добавив в нее поддержку микроконтроллеров ATtiny, скачав и распаковав их в папку Arduino/hardware.
Тестовый скетч (приводить смысла не вижу) просто считывал состояния входных сигналов и отображал их на имеющихся выходных с подключенными светодиодами. Т.к. входных у нас 4 канала, а выходных только 2, пришлось провести проверку в несколько этапов.
Все заработало как и ожидалось, за исключением одного - не читалась кнопка, подключенная к одному каналу с зеленым светодиодом, а светодиод горел заметно ярче красного. Замеры тестером показали, что в состонии PB0 в качестве выхода через светодиод течет более 20мА и на нем падает всего 2.1В. А в состоянии входа с внутренней подтяжкой на ноге всего 1.74В при отпущеной кнопке и 0.6В при нажатой. Неудивительно, что постоянно читается 0. Низковольтный зеленый светодиод даже не светясь при протекании микроамперного тока просаживал напряжение на ноге. Теперь понятно для чего в исходной статье последовательно подключали 2 светодиода.
Но ставить второй светодиод светить внутрь коробки тупо в качестве балласта (и на лицевой панели 2 одинаковых тоже не нужны) показалось несколько кривым решением. Задумался как еще можно приподнять напряжение в цепи светодиода и вспомнил про ВАХ стабилитрона. Если подключить последовательно со светодиодом встречно ему стабилитрон на 2В (чтобы работал штатно, на обратной ветви ВАХ), то получится как раз то, что нам надо. Когда горит светодиод на токе 10мА - стабилитрон пробивается и не мешает протеканию тока, а лишь стабилизирует падающее на нем напряжение на заданном уровне. Нужно лишь заменить токоограничивающий резистор, из расчета, что нужно уже подавить напряжение Uрез=5В-2.1В-2.0В=0.9В на 10мА, т.е. R=90 Ом. А когда нога переключена на вход с подтяжкой - благодаря крутизне ветви ВАХ до момента пробоя перехода, стабилитрон эквивалентен высокоомному резистору и на нем упадет опять же около 2В, подняв напряжение на ноге МК при отпущеной кнопке до 4В, что уже прочитается как TRUE. При нажатии кнопки нога окажется подтянутой к 5В внутренним резистором сопротивленим около 40КОм (по моим расчетам), а к земле - резистором 5КОм (который зашунтирует цепь светодиода), т.е. на ней будет те же 0.6В и считается FALSE.
Подпаял стабилитрон навесом последовательно с резистором и кнопка заработала как надо.
Теперь настала очередь проверки работы ШИМ и тут тоже возникли проблемы. Стандартная ардуинская команда AnalogWrite(нога, заполнение) работать не желала. Значит что-то не так с библиотекой для тиньки. Полез шерстить даташит на МК и просторы интернета.
Выяснилось интересное:
- на выводы 5, 6 (PB0, PB1) могут быть выведены 2 канала ШИМ (OC0A, OC0B) работающие каждый со своей уставкой заполнения (но одинаковой частотой) от Таймера 0;
- на выводы 2, 3 (PB3, PB4) может быть выведен третий канал ШИМ работающий от Таймера 1, причем на ногу 3 может быть выведен прямой сигнал ШИМ (OC1B), а на ногу 2 - его же инверсная версия (/OC1B). Но вывод идет либо только на 3 ногу, либо на обе сразу. А нам надо ШИМ на 2 ноге, хотя бы инверсный (программно его инвертируем обратно), так что придется конфигурировать вывод на 2 и 3 ноги, и на 3 сигнал не пройдет только потому, что она объявлена входом.
Так вот, насколько я понял, в пакете поддержки ATtiny для Ардуино канал ШИМ от Таймера 1 может выводиться только на ногу 3. Видимо вывод его же инверсной версии посчитали излишеством. Придется сконфигурировать таймер и ШИМ самостоятельно (см. код, функция PWM3_init), вместо использования AnalogWrite.
Еще заметил, что при перенастройке Таймера 1 сбивается работа функции millis() – оказывается, по умолчанию для внутренних часов используется Таймер 1. Но можно перенастроить время на Таймер 0 при помощи макроопределения в файле Arduino\hardware\tiny\cores\tiny\core_build_options.h
/*
For various reasons, Timer 1 is a better choice for the millis timer on the
"85 processor.
*/
#define TIMER_TO_USE_FOR_MILLIS 0
Чем мы и воспользуемся, поскольку Таймер 0 в этом проекте как раз полностью свободен.
Также возник вопрос по диапазону уставки оборотов, читаемой с переменного резистора. Автор исходной схемы добавил последовательно с переменником 10K постоянный резистор 36K, видимо из расчета чтобы код АЦП вписался в диапазон 0-255. Реально получилось 0-230, причем максимум плавал. А хотелось бы именно 0-255 для соответствия полной шкалы уставки с 8-битным ШИМом. Для этого я выпаял постоянник и заменил перемычкой на +5В, АЦП стал читать весь диапазон, а 4 младших бита отбрасываем программно. И зачем нужна была лишняя деталь?
После тестовых испытания каналов ввода вывода загружаем в микроконтроллер боевую прошивку, написанную на С в среде Arduino по мотивам исходников на Бейсике автора исходной схемы.
Текст программы
// Attiny85 at 1MHz
// Не забыть задать таймер 0 для millis и др!
// Arduino\hardware\tiny\cores\tiny\core_build_options.h -> TIMER_TO_USE_FOR_MILLIS 0
#include
Подключаем в качестве шунта 5 ваттный резистор 2.2 Ом. Для защиты схемы от индуктивных выбросов напряжения на заднем фронте ШИМ подключаем параллельно мотору диод Шоттки SS34, а для подавления помех от коммутации обмоток – конденсатор 100нФ. И начинаем испытания по управлению мотором дрели.
Сразу достает зубодробильный вой ШИМа на 4КГц (1МГц/256). Добавляем настройку делителя /4 - сразу полегчало, хотя писк никуда не делся, но 1КГц почему-то переносится гораздо легче даже при продолжительной работе.
В ручном режиме обороты мотора нормально регулируются 0-100%, а в автоматическом АЦП цепи обратной связи все время читает MAX значение и ничего не работает. Попутно замечаю, что плата громко пищит даже при отключенном моторе. WTF?
Берем тестер, откапываем осциллограф и начинаем изучать, что же мы выдаем и чего получаем. И роняем челюсть. На шунте вместо пологих волн тока через индуктивность в начале импульсов ШИМ видим иголки в десятки вольт. Значит, через шунт течет импульсный ток в десяток ампер! Причем даже при отключенном двигателе. Не удивительно, что плата зазвенела. Но что же замыкает цепь без двигателя? Крошечный конденсатор 100нФ! Помехи при коммутации обмоток он может и подавит, а пока устраивает кратковременное КЗ на каждом периоде ШИМ! Вывод - помехоподавлящий конденсатор не совместим с ШИМ управлением и контролем с помощью шунта, надо убирать.
И тут до меня доходит, что эти высоковольтные выбросы идут почти прямо на АЦП тиньки (т.к. тут амплитудный детектор, то конденсатор на ноге заряжается до максимального напряжения в иголке и благополучно хранит его, т.к. разряд только через утечку диода). Тинька вроде пока помирать не собирается, но что с ее ногой? Приборы показывают постоянное напряжение на ноге 5.2В, выше напряжения питания, но куда делось остальное? Вспоминаем - для борьбы с перенапряжениями в нем есть специально обученные диоды на «+» и «-« питания, стравливающие излишек в БП. Но встроенные диоды хилые и сильно рассчитывать на них не стоит.
Убираем чертов конденсатор, меряем ногой напряжения - работает! Надежные МК делает Atmel! Видимо спасло, что емкость конденсаторов невысока была, немного заряда прокачивали.
Без конденсатора иголки пропали, плата перестала музицировать, нога вроде реально меряет амплитуду тока ШИМ импульса. Запускаем процедуру настройки и пробуем сверлить. Вроде все как надо - при нагрузке добавляет обороты, при выходе сверла сбрасывает. Но не только - несколько раз в минуту самопроизвольно без нагрузки разгоняется и тормозится. Почему непонятно, приборы ничего не показывают. То ли нога подгорела, то ли емкость проводов генерит незаметные иголки как тот кондер, то ли помехи от того же коллектора лезут.
Тут решил бороться с проблемой кардинально, ибо обратил внимание, что больше ни в одной схеме пиковый детектор не используется. Наоборот, везде контролируется интегральное значение тока, пропущенное через RC-фильтры. И такие измерения как раз нечувствительны к помехам в виде единичных выбросов. Меняем диод на резистор - и амплитудный детектор превращается в ФНЧ.
Изменяемое АЦП напряжение упало сразу на порядок - действующее напряжение гораздо ниже амплитудного в случае сигнала в виде пологих волн с паузами между ними. Ловить пришлось напряжение около 0.2 В. Можно конечно было увеличить сопротивление шунта, но для того ли мы городили ШИМ, чтобы греть атмосферу. А еще при большом заполнении ШИМ и нагрузке на мотор можно получить перенапряжение. Потому придется работать с низким U холостого хода.
Реакция на нагрузку похоже тоже замедлилась. Разгон начинается примерно через полсекунды, но большой проблемы в этом не вижу - как раз сверло выставится и пройдет медь на малых оборотах. И больше никаких ложных стартов. Можно работать.
Финальная схема устройства:
Устройство было смонтировано в корпусе, в роли которого выступила герметичная электромонтажная «Коробка Тусо распаечная пластиковая без сальников 120х80х50 мм, IP55 серая 67052 Рувинил Россия». Хотелось найти более плоскую, но ничего типа 110*60*30 не нашел. Чтобы не разводить гирлянды на столе, скрутил регулятор с БП в единое целое. Кирпич получился знатный, но нам его и не в кармане носить. И хотя после сверления пары десятков отверстий, сколько-нибудь заметного наощупь нагрева ключевого полевика, шунта и стабилизатора заметно не было, насверлил немного вентиляции на дне и задней стенке.




С тех пор станочек с регулятором участвовал в создании еще 2 плат (сколько ему потребовалось сверлить можете глянуть по словам «AVR Fusebit Doctor». Его работой весьма доволен.
Еще хочу отметить, что твердосплавные сверла с Али имеют хвостовик 3.2 мм, а цанги были только 3.0 и 3.5 - в одну сверло не лезет, а в другой не зажимается. Намотал на сверло медной проволоки и кое-как вставил в 3.5 мм, но некрасиво. Если кто встречал цангу на 3.2 диаметром 6 мм (везде разве что дремелевские, со сточенным до 5мм хвостом), подскажите.
При смене сверл процедуру настройки приходится проходить заново – видимо на токе двигателя сказывается разный момент инерции «тощего» обычного сверла и твердосплавного с утолщенным хвостовиком. Но это делается быстро и не напрягает. Желающие могут добавить в прошивку сохранение профилей сверл:)
Неоднократно встречал совет сверлить платы под слоем воды, чтобы не дышать стеклянными опилками. У меня не получилось. Точно спозиционировать сверло, когда оно высоко, мешает преломление в воде, глазомер косячит. А когда сверло входит в воду, начинает идти рябь и вообще ничего не видно. Надо что ли остановленную дрель выставлять, а потом включать? В итоге, миску с водой просто поставил рядом и периодически макаю в нее плату – чтобы смочить и смыть опилки. В этом случае опилки сырые и тоже не летят, собираются конусом над отверстием.
И еще одно лирическое отступление, про мелкий крепеж.
В устройство решил поставить разъем питания типа «DS-225, Гнездо питания на панель». Для его крепления требовались винтики с гайками с резьбой 2.5мм. В кладовке ничего подходящего не нашлось, а тут еще вспомнил, что в другое поделие 2мм винтики требуются. Значит стоит пополнить коллекцию крепежа, чтобы в следующий раз ради гаечки на другой конец области не лететь. В строительных магазинах ничего меньше M3 не попадалось, значит надо искать специализированные.
Первым относительно удобным магазином оказался сетевой
Внутри глаза разбежались от всяких полезностей, но вот незадача – самые малые винтики были только M2.5 одной длины, а вот гаек и шайб к ним нет и не бывает! Впечатлила продажа гаечек поштучно за 2р/шт и ссыпание всего купленного в один мешок-майку (мелких пакетиков для разных размеров не было). Опять же накладно брать про запас разных размеров.
Выручил другой магазин крепежа –
Вот там есть реально все в наличии, от М1.6, с разным шлицем и головой, с продажей поштучно и на вес, и по цене на порядок ниже предыдущего конкурента. Вот только надо сразу ехать в магазин-склад на ул.Плеханова, а то я поначалу зашел в магазин около метро Перово и сильно удивился озвученной цене. И выяснилось, что у них исключительно нержавейка, а за обычным крепежом надо ехать на перекладных в промзону.
В этой статье мы поделимся с вами разработанным нами станком для сверления печатных плат и выложим все материалы, необходимые для самостоятельного изготовления этого станка. Все что понадобится, это распечатать детали на 3D-принтере, порезать фанеру лазером и закупить некоторые стандартные комплектующие.
Описание конструкции
В основе конструкции довольно мощный 12ти вольтовый двигатель из Китая. В комплекте с двигателем они продают еще патрон, ключ и десяток сверел разного диаметра. Большинство радиолюбителей просто покупают эти двигатели и сверлят платы удерживая инструмент в руках.
Мы решили пойти дальше и на его основе сделать полноценный станок с открытыми чертежами для самостоятельного изготовления.
Для линейного перемещения двигателя мы решили использовать полноценное решение — полированные валы диаметром 8мм и линейные подшипники. Это дает возможность минимизировать люфты в самом ответственном месте.

Основная станина сделана из фанеры толщиной 5мм. Фанеру мы выбрали потому, что стоит очень дешево. Как материал, так и сама резка. С другой стороны ничего не мешает (если есть возможность) просто вырезать все те же самые детали из стали. Некоторые мелкие детали сложной формы напечатаны на 3D-принтере.
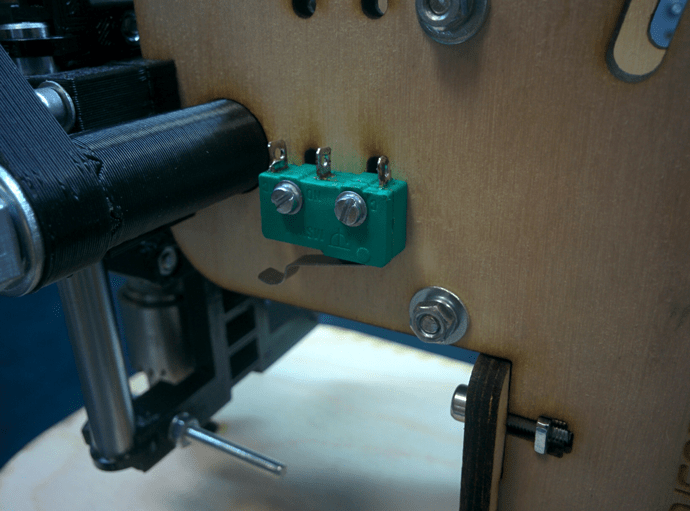
Для поднятия двигателя в исходное положение использованы две обычные канцелярские резинки. В верхнем положении двигатель сам отключается при помощи микропереключателя.
С обратной стороны мы сделали место для хренения ключа небольшой пенал для сверел. Пазы в нем имеют разную глубину, что делает удобным хранение сверел с разным диаметром.

Впрочем, все это проще увидеть на видео:
Детали для сборки

Сборка
Весь процесс сборки записан на видео:
Если следовать именно такой последовательности действий, то собирать станок будет очень просто.
Вот так вот выглядит полный набор всех комплектующих для сборки:

Помимо них для сборки потребуется простейший ручной инструмент. Отвертки, шестигранные ключи, плоскогубцы, кусачки и т.д.
Перед тем начинать собирать станок желательно обработать напечатанные детали. Удалить возможные наплывы, поддержки, а также пройти все отверстия сверлом соответствующего диаметра. Фанерные детали по линии реза могут пачкать гарью. Их можно также обработать наждачной бумагой.
После того, как все детали подготовлены начать проще с установки линейных подшипников. Они закрадываются внутрь напечатанных деталей и прикручиваются к боковым стенкам:


Теперь можно собрать фанерное основание. Сначала боковые стенки устанавливаются на основание, а затем вставляется вертикальная стенка. В верхней части также есть дополнительная напечатанная деталь, которая задает ширину в верхней части. При закручивании винтов в фанеру не прикладывайте слишком большое усилие.



В столике на переднем отверстии необходимо сделать зенковку, чтобы винт с головой впотай не мешал сверлить плату. С торца также установлена напечатанная крепежная деталь.

Теперь можно приступить к сборке блока двигателя. Он прижимается двумя деталями и четырьмя винтами к подвижному основанию. При его установке необходимо следить, чтобы отверстия для вентиляции оставались открытыми. На основание он закрепляется при помощи хомутов. Сначала вал продевается в подшипник, а затем на нем защелкиваются хомуты. Также установите винт М3х35, который в будущем будет нажимать на микропереключатель.

Микропереключатель устанавливается на прорези кнопкой в сторону двигателя. Позже его положение можно будет отклибровать.
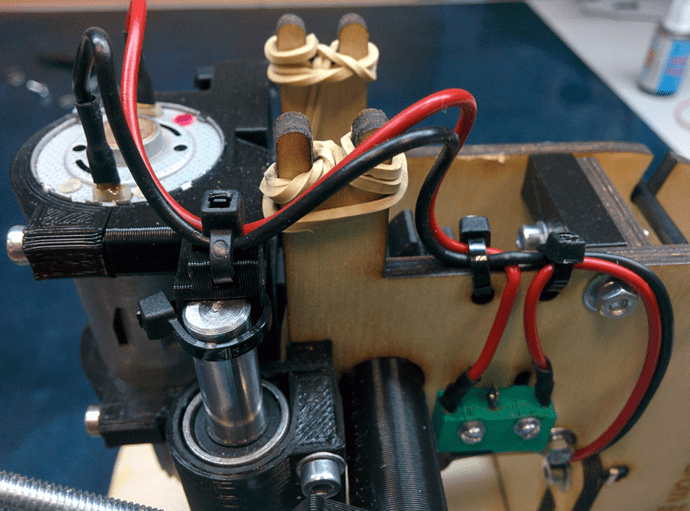
Резинки накидываются на нижнюю часть двигателя и продеваются до "рогов". Их натяжение надо отрегулировать так, чтобы двигатель поднимался до самого конца.

Теперь можно припаять все провода. На блоке двигателя и рядом с микропереключателем есть отверстия для хомутов, чтобы закрепить провод. Также этот провод можно провести внутри станка и вывести с обратной стороны. Убедитесь, что припаиваете провода на микропереключателе к нормально замкнутым контактам.
Осталось только поставить пенал для сверел. Верхнюю крышку нужно зажать сильно, а нижнюю закрутить очень слабо, используя для этого гайку с нейлоновой вставкой.


На этом сборка окончена!
Из доработок вы можете проклеить фанерные детали, для увеличения жесткости. Можно также сделать регулятор оборотов двигателя.
При работе с выводными компонентами приходится изготавливать печатные платы с отверстиями, это, пожалуй, одна из самых приятных частей работы, и, казалось бы, самая простая. Однако, очень часто при работе микродрель приходится то отложить в сторону, то снова взять ее в руки, чтобы продолжить работу. Микродрель лежащая на столе во включенном состоянии создает довольно много шума из-за вибрации, к тому же она может слететь со стола, а зачастую и двигатели прилично нагреваются при работе на полную мощность. Опять же, из-за вибрации довольно трудно точно прицеливаться при засверливании отверстия и нередко бывает так, что сверло может соскользнуть с платы и проделать борозду на соседних дорожках.
Решение проблемы напрашивается следующее: нужно сделать так, чтобы микродрель имела маленькие обороты на холостом режиме, а при нагрузке частота вращения сверла увеличивалась. Таким образом, нужно реализовать следующий алгоритм работы: без нагрузки - патрон крутится медленно, свело попало в кернение - обороты возросли, прошло насквозь - обороты снова упали. Самое главное, что это очень удобно, во-вторых двигатель работает в облегченном режиме, с меньшим нагревом и износом щеток.
Ниже приведена схема такого автоматического регулятора оборотов, обнаруженная в интернете и немного доработанная для расширения функционала:
После сборки и тестирования выяснилось, что под каждый двигатель приходится подбирать новые номиналы элементов, что совершенно неудобно. Также добавили разрядный резистор (R4) для конденсатора, т.к. выяснилось, что после отключения питания, а особенно при отключённой нагрузке, он разряжается довольно долго. Изменённая схема пробрела следующий вид:

Автоматический регулятор оборотов работает следующим образом — на холостых оборотах сверло вращается со скоростью 15-20 оборотов/мин., как только сверло касается заготовки для сверления, обороты двигателя увеличиваются до максимальных. Когда отверстие просверлено и нагрузка на двигатель ослабевает, обороты вновь падают до 15-20 оборотов/мин.
Собранное устройство выглядит следующим образом:


На вход подается напряжение от 12 до 35 вольт, к выходу подключается микродрель, после чего резистором R3 выставляется требуемая частота вращения на холостом ходу и можно приступать к работе. Здесь следует отметить, что для разных двигателей регулировка будет отличаться, т.к. в нашей версии схемы был упразднен резистор, который требовалось подбирать для установки порога увеличения оборотов.
Транзистор Т1 желательно размещать на радиаторе, т.к. при использовании двигателя большой мощности он может довольно сильно нагреваться.
Ёмкость конденсатора C1 влияет на время задержки включения и отключения высоких оборотов и требует увеличения если двигатель работает рывками.
Самым важным в схеме является номинал резистора R1, от него зависит чувствительность схемы к нагрузке и общая стабильность работы, к тому же через него протекает почти весь ток, потребляемый двигателем, поэтому он должен быть достаточно мощным. В нашем случае мы сделали его составным, из двух одноваттных резисторов.
Печатная плата регулятора имеет размеры 40 х 30 мм и выглядит следующим образом:

Скачать рисунок платы в формате PDF для ЛУТ: «скачать» (При печати указывайте масштаб 100%).
Весь процесс изготовления и сборки регулятора для минидрели занимает около часа.
После травления платы и очистки дорожек от защитного покрытия (фоторезиста или тонера, в зависимости от выбранного метода изготовления платы) необходимо засверлить в плате отверстия под компоненты (обратите внимание на размеры выводов различных элементов).


Затем дорожки и контактные площадки покрываются флюсом, что очень удобно делать при помощи флюс-аппликатора, при этом достаточно флюса СКФ или раствора канифоли в спирте.

После лужения платы расставляем и припаиваем компоненты. Автоматический регулятор оборотов для микродрели готов к эксплуатации.

Данное устройство было проверено с несколькими видами двигателей, парой китайских различной мощности, и парой отечественных, серии ДПР и ДПМ - со всеми типами двигателей регулятор работает корректно после подстройки переменным резистором. Важным условием является чтобы он был в хорошем состоянии, т.к. плохой контакт щеток с коллектором двигателя может вызывать странное поведение схемы и работу двигателя рывками. На двигатель желательно установить искрогасящие конденсаторы и установить диод для защиты схемы от обратного тока при отключении питания.
Необязательно тратить деньги на настольный сверлильный станок, ведь его не так уж и сложно сделать своими руками. Для этого понадобится приобрести, изготовить или воспользоваться бывшими в употреблении деталями. Мы расскажем вам о создании нескольких конструкций, и вы сможете подобрать свою модель для сборки.
Дрель есть почти у каждого хозяина, строящего или ремонтирующего свой дом или квартиру, занимающегося ремонтом бытовой и садовой техники, различными поделками из металла и дерева. Но для выполнения некоторых операций дрели недостаточно: нужна особая точность, требуется просверлить отверстие под прямым углом в толстой доске или просто хочется облегчить свой труд. Для этого потребуется станок, который можно выполнить на базе различных приводов, деталей машин или бытовой техники, другого подручного материала.
Тип привода - принципиальное различие конструкций самодельных сверлильных станков. Одни из них изготавливаются с использованием дрели, в основном электрической, другие - с использованием двигателей, чаще всего - от ненужной бытовой техники.
Настольный сверлильный станок из дрели
Самой распространённой конструкцией можно считать станок, выполненный из ручной или электродрели, которую можно выполнить съёмной, для возможности использования её вне станка, и стационарной. В последнем случае устройство включения можно перенести на станину для большего удобства.
Основные элементы станка
Основными элементами станка являются:
- дрель;
- основание;
- стойка;
- крепление дрели;
- механизм подачи.
Основание или станину можно выполнить из цельного спила твёрдого дерева, мебельного щита или ДСП. Некоторые предпочитают в качестве основания металлическую плиту, швеллер или тавр. Станина должна быть массивной, чтобы обеспечивать устойчивость конструкции и компенсировать вибрации при сверлении для получения аккуратных и точных отверстий. Размер станины из дерева - не менее 600х600х30 мм, из стального листа - 500х500х15 мм. Для большей устойчивости основание можно сделать с проушинами или отверстиями под болты и крепить его к верстаку.
Стойка может быть изготовлена из бруса, круглой или квадратной в сечении стальной трубы. Некоторые мастера в качестве основания и стойки используют каркас старого фотоувеличителя, некондиционный школьный микроскоп, другие детали, имеющие подходящую конфигурацию, прочность и массу.
Крепление дрели осуществляется с помощью хомутов или кронштейнов с отверстием в центре. Кронштейн надёжнее и даёт большую точность при сверлении.

Особенности конструкций механизма подачи дрели
Механизм подачи нужен для вертикального перемещения дрели вдоль стойки и может быть:
- пружинным;
- шарнирным;
- конструкцией по типу винтового домкрата.
В зависимости от принятого типа механизма тип и устройство стойки также будет отличаться.
На чертежах и фото приведены основные конструкции настольных сверлильных станков, которые можно сделать из электро- и ручной дрели.
 С пружинным механизмом: 1 - стойка; 2 - металлический или деревянный профиль; 3 - ползунок; 4 - ручная дрель; 5 - хомут крепления дрели; 6 - шурупы для крепления хомута; 7 - пружина; 8 - угольник для закрепления стойки 2 шт.; 9 - шурупы; 10 - упор для пружины; 11 - барашковый болт для крепления упора; 12 - основание станка
С пружинным механизмом: 1 - стойка; 2 - металлический или деревянный профиль; 3 - ползунок; 4 - ручная дрель; 5 - хомут крепления дрели; 6 - шурупы для крепления хомута; 7 - пружина; 8 - угольник для закрепления стойки 2 шт.; 9 - шурупы; 10 - упор для пружины; 11 - барашковый болт для крепления упора; 12 - основание станка
 С пружинно-рычажным механизмом
С пружинно-рычажным механизмом
 С пружинно-шарнирным механизмом: 1 - станина; 2 - шайба; 3 - гайка М16; 4 - амортизационные стойки 4 шт.; 5 - пластина; 6 - болт М6х16; 7 - блок питания; 8 - тяги; 9 - пружина; 10 - болт М8х20 с гайкой и шайбами; 11 - патрон для сверла; 12 - вал; 13 - крышка; 14 - ручка; 15 - болт М8х20; 16 - державка; 17 - стойка; 18 - стакан с подшипником; 19 - двигатель
С пружинно-шарнирным механизмом: 1 - станина; 2 - шайба; 3 - гайка М16; 4 - амортизационные стойки 4 шт.; 5 - пластина; 6 - болт М6х16; 7 - блок питания; 8 - тяги; 9 - пружина; 10 - болт М8х20 с гайкой и шайбами; 11 - патрон для сверла; 12 - вал; 13 - крышка; 14 - ручка; 15 - болт М8х20; 16 - державка; 17 - стойка; 18 - стакан с подшипником; 19 - двигатель
 С шарнирным беспружинным механизмом
С шарнирным беспружинным механизмом
 Стойка, работающая по принципу винтового домкрата: 1 - станина; 2 - направляющий паз; 3 - резьба М16; 4 - втулка; 5 - гайка, приваренная к втулке; 6 - дрель; 7 - ручка, при вращении которой происходит движение дрели вверх или вниз
Стойка, работающая по принципу винтового домкрата: 1 - станина; 2 - направляющий паз; 3 - резьба М16; 4 - втулка; 5 - гайка, приваренная к втулке; 6 - дрель; 7 - ручка, при вращении которой происходит движение дрели вверх или вниз
 Сверлильно-фрезерный станок: 1 - основание станка; 2 - опоры подъёмной плиты стола 2 шт.; 3 - подъёмная плита; 4 - ручка подъёма стола; 5 - подвижный держатель дрели; 6 - дополнительная стойка; 7 - винт фиксации держателя дрели; 8 - хомут крепления дрели; 9 - основная стойка; 10 - ходовой винт; 11 - барабан со шкалой Нониуса
Сверлильно-фрезерный станок: 1 - основание станка; 2 - опоры подъёмной плиты стола 2 шт.; 3 - подъёмная плита; 4 - ручка подъёма стола; 5 - подвижный держатель дрели; 6 - дополнительная стойка; 7 - винт фиксации держателя дрели; 8 - хомут крепления дрели; 9 - основная стойка; 10 - ходовой винт; 11 - барабан со шкалой Нониуса
 Станок из автомобильного домкрата и дрели
Станок из автомобильного домкрата и дрели
 Каретка выполнена из мебельных направляющих
Каретка выполнена из мебельных направляющих
 Мини-станок из списанного микроскопа
Мини-станок из списанного микроскопа
 Основание и стойка из старого фотоувеличителя
Основание и стойка из старого фотоувеличителя
 Станок из ручной дрели: 1 - станина; 2 - стальные прижимы; 3 - пазы для крепления дрели; 4 - гайка крепления дрели; 5 - дрель; 6 - ползун; 7 - трубки направляющие
Станок из ручной дрели: 1 - станина; 2 - стальные прижимы; 3 - пазы для крепления дрели; 4 - гайка крепления дрели; 5 - дрель; 6 - ползун; 7 - трубки направляющие
Видео 1. Пошаговое руководство для недорогого станка. Станина и стойка - деревянные, основа механизма - направляющая для мебели
Видео 2. Сверлильный станок - домкрат от «Жигули» и дрель
Видео 3. Пружинно-рычажная стойка для дрели
Видео 4. Пошаговое создание стальной стойки для дрели
Станок на основе рулевой рейки легкового автомобиля
Рулевая рейка для автомобиля и дрель - достаточно массивные изделия, поэтому станина должна быть также массивной и, желательно, с возможностью закрепления станка на верстаке. Все элементы выполняют на сварке, так как соединение на болтах и винтах может оказаться недостаточным.

Станину и опорную стойку сваривают из швеллеров или другого подходящего проката, толщиной около 5 мм. Рулевую рейку закрепляют на стойку, которая должна быть длиннее рейки на 70-80 мм, через проушины рулевой колонки.
Чтобы станком удобнее было пользоваться, управление дрелью выносят в отдельный блок.
Видео 5. Сверлильный станок на основе рулевой рейки от «Москвич»
Порядок сборки сверлильных настольных станков:
- подготовка всех элементов;
- крепление стойки к станине (проверяем вертикальность!);
- сборка механизма перемещения;
- крепление механизма к стойке;
- крепление дрели (проверяем вертикальность!).
Все крепления должны быть выполнены максимально надёжно. Стальные неразъёмные конструкции желательно соединять сваркой. При использовании любого рода направляющих нужно убедиться, что при движении не образуется поперечный люфт.
Совет! Для фиксации детали, в которой высверливается отверстие, станок можно оборудовать тисками.
В продаже также можно найти готовые стойки для дрели. При покупке нужно обратить внимание на массу конструкции и размер рабочей поверхности. Лёгкие (до 3 кг) и недорогие (до 1,5 тыс. руб.) стойки годятся для выполнения отверстий в тонком фанерном листе.
Сверлильный станок с использованием асинхронного двигателя
Если дрель в хозяйстве отсутствует или её не желательно использовать в станке, можно выполнить конструкцию на основе асинхронного двигателя, например, от старой стиральной машины. Схема и процесс изготовления такого станка достаточно сложные, так что его лучше делать мастеру с достаточным опытом выполнения токарных и фрезеровочных работ, сборки электросхем.
Устройство сверлильного станка с двигателем от бытовой техники
Для ознакомления с конструкцией приведём сборочные чертежи и деталировку, а также характеристики сборочных единиц в спецификациях.

Детали и материалы для изготовления станка приведены в таблице:
Таблица 1
| Поз. | Деталь | Характеристика | Описание |
| 1 | Станина | Плита текстолитовая, 300x175 мм, δ 16 мм | |
| 2 | Пятка | Стальной круг, Ø 80 мм | Может быть сварной |
| 3 | Основная стойка | Стальной круг, Ø 28 мм, L = 430 мм | Один конец обточен на длину 20 мм и на нём нарезана резьба М12 |
| 4 | Пружина | L = 100-120 мм | |
| 5 | Втулка | Стальной круг, Ø 45 мм | |
| 6 | Стопорный винт | М6 с пластиковой головкой | |
| 7 | Ходовой винт | Тr16х2, L = 200 мм | От струбцины |
| 8 | Матричная гайка | Тr16х2 | |
| 9 | Стальной лист, δ 5 мм | ||
| 10 | Кронштейн ходового винта | Лист дюралюминия, δ 10 мм | |
| 11 | Специальная гайка | М12 | |
| 12 | Маховик ходового винта | Пластик | |
| 13 | Шайбы | ||
| 14 | Четырёхручьевый блок ведущих приводных шкивов клиноременной передачи | Дюралюминиевый круг, Ø 69 мм | Изменение числа оборотов шпинделя выполняется перестановкой приводного ремня из одного ручья в другой |
| 15 | Электродвигатель | ||
| 16 | Блок конденсаторов | ||
| 17 | Дюралюминиевый круг, Ø 98 мм | ||
| 18 | Винт М5 с пластмассовым грибком | ||
| 19 | Возвратная пружина шпинделя | L = 86, 8 витков, Ø25, из проволоки Ø1,2 | |
| 20 | Дюралюминиевый круг, Ø 76 мм | ||
| 21 | Шпиндельная головка | см. ниже | |
| 22 | Лист дюралюминия, δ 10 мм | ||
| 23 | Приводной ремень | Профиль 0 | Приводной клиновой ремень «нулевого» профиля, поэтому такой же профиль имеют и ручьи блока шкивов |
| 24 | Выключатель | ||
| 25 | Сетевой кабель с вилкой | ||
| 26 | Рычаг подачи инструмента | Стальной лист, δ 4 мм | |
| 27 | Съёмная рукоятка рычага | Стальная труба, Ø 12 мм | |
| 28 | Патрон | Инструментальный патрон № 2 | |
| 29 | Винт | М6 с шайбой |






Шпиндельная головка обеспечивает и поступательное и вращательное движение. Она смонтирована на собственной базе - дюралюминиевой консоли.

Детали и материалы для изготовления шпиндельной головки приведены в таблице:
Таблица 2
| Поз. | Деталь | Характеристика |
| 1 | Стальной круг Ø 12 мм | |
| 2 | Стальная труба Ø 28х3 мм | |
| 3 | Подшипник 2 шт. | Радиальный подшипник качения № 1000900 |
| 4 | Винт | М6 |
| 5 | Шайбы-прокладки | Бронза |
| 6 | Рычаг | Стальной лист δ 4 мм |
| 7 | Специальный винт М6 с рифлёной кнопкой | |
| 8 | Гайка | Низкая гайка М12 |
| 9 | Стальной круг Ø 50 мм или труба Ø 50х11 мм | |
| 10 | Подшипник | Радиальноупорный |
| 11 | Разрезное стопорное кольцо | |
| 12 | Стальной круг Ø 20 мм |






 Сверлильный станок собран
Сверлильный станок собран
Электрическая схема зависит от вида двигателя.
 Простая электрическая схема для заводского станка 2М112
Простая электрическая схема для заводского станка 2М112
Самодельные станки для сверления печатных плат
Мини-станочки для сверления плат радиолюбителями также заимствуют привод от различных маломощных устройств. При этом используют резаки для обрезки фотографий в качестве рычагов, паяльники, цанговые карандаши вместо патрона. Место сверления подсвечивают светодиодными фонариками - возможностей для технического творчества достаточно.



 Простая электрическая схема управления электромотором
Простая электрическая схема управления электромотором
Видео 7. Мини-станок для сверления плат
В радиолюбительской практике часто приходится изготавливать печатные платы, в которых необходимо сверлить много отверстий диаметром 0,5-3,0 мм, которые ручной, дрелью или на большом сверлильном станке просверлить невозможно.
Поэтому для сверления печатных плат многие радиолюбители изготавливают самодельные настольные или ручные мини сверлильные станки. Предлагаю Вашему вниманию разработанную и сделанную своими руками конструкцию настольного сверлильного станка, изготовленную из подручных деталей.
Конструкция
Основой станины мини сверлильного станка послужила стойка для проведения линейных измерений цифровым индикатором с небольшой доработкой. Был демонтирован предметный столик с регулировочными винтами и удалена часть подвижной штанги крепления стрелочного индикатора на длину прорези.

В основании стойки просверлено два отверстия для крепления столика и в них нарезана резьба М4. В самой штанге по центру симметрии с отступом от края отреза на 15 мм просверлено отверстие диаметром 10 мм под направляющий болт.
После подготовки основания можно приступать к изготовлению деталей. Столик сделан с дюралюминия и имеет размеры 100×120 мм толщиной 15 мм. Его можно сделать практически из любого материала, алюминия, железа, стеклотекстолита, ДСП, твердой породы дерева. Размер столика выбрать по своему усмотрению. Крепится столик к основанию мини сверлильного станка двумя винтами М4 с потайными головками.
Следующая деталь мини сверлильного станка это подвижная пластина, в которой закреплен двигатель. Пластина сделана из дюралюминия размером 50 мм на 130 мм, толщиной 15 мм. Толщина не критична, может быть от 5 мм и толще. Узкие торцы пластины для эстетики закруглены радиусом 25 мм. На расстоянии 80 мм в пластине сделаны два больших отверстия. Одно для скольжения по стойке во время сверления диаметром 30мм, а второе для закрепления двигателя диаметром 36 мм. Между большими отверстиями по линии, проходящей по их центрам, просверлено еще одно отверстие, в котором нарезана резьба М10. Центр этого резьбового отверстия, когда пластина надета на стойку, должен совпадать с отверстием, высверленным в штанге.

Закрепить двигатель в пластине можно было, просто зажав его с двух сторон винтами, в высверленные резьбовые отверстия, но мне захотелось сделать лучше. В пластине сделал прорезь и закрепляется двигатель обжатием пластиной с помощью винта М5. Благодаря такому решению двигатель легко извлекается из пластины и сверлильный мини станок превращается в миниатюрную ручную дрель, что иногда бывает необходимо. Если потребность в мини ручной дрели бывает частой, то можно установить винт с барашком.

Следующая деталь, это ручка-рычаг, благодаря которой обеспечивается ход сверла во время сверления, который составляет около 7 мм. Ручка-рычаг представляет собой пластину из дюралюминия толщиной 5 мм и габаритным размером 50×120 мм. В ней сделано одно овальное большое отверстие, размером, обеспечивающим проход двигателя мини сверлильного станка без касаний и возможности смотреть в точку входа сверла в деталь при сверлении для прицеливания.

Еще потребуется болт длиной 60 мм с резьбой на конце длиной, равной толщине пластины мини сверлильного станка, конус Морзе а1 для насадки патрона на вал двигателя и пружина достаточной жесткости, для возврата пластины с двигателем в исходное состояние.
Сборка
Осталось собрать детали вместе и мини сверлильный станок будет готов к работе. Болт продевается сначала через отверстие 10 мм ручки-рычага, далее вставляется в штангу. Одевается пружина и болт закручивается в подвижную пластину. Места трений деталей мини сверлильного станка желательно перед сборкой покрыть тонким слоем любой густой смазкой, в крайнем случае, можно обойтись и обыкновенным машинным маслом.

Собранный узел устанавливается на цилиндрическую стойку сверлильного мини станка, и штанга фиксируется штатным зажимом. Осталось установить двигатель, отрегулировать высоту и можно приступать к сверлению. Достаточно с небольшим усилием нажать на рычаг-ручку и сверло пойдет вниз.

Если усилия пружины будет недостаточно для поднятия подвижной части мини станка вверх, то нужно ее немного растянуть или заменить более жесткой.
Детали
Электродвигатель я использовал ДПМ-35Н1 на напряжение питания постоянного тока 27 В. Для электропитания двигателя сделал простейший блок питания, представляющий собой понижающий трансформатор, диодный мост и электролитический конденсатор. Можно использовать практически любой электродвигатель постоянного или переменного тока, но желательно с ротором, установленным на подшипниках качения (шариковыми). Чем частота оборотов вала двигателя будет выше, тем качественнее будут получаться отверстия и быстрее идти работа.
Работа
Если интересно, посмотрите короткий видео ролик, демонстрирующий мини сверлильный станок в работе.
О сверлах для сверления печатных плат
Как правило, настольные мини сверлильные станки применяются для сверления печатных плат для радио конструкций. Основой для печатных плат служит фольгированный стеклотекстолит, который из-за наличия в материале стекла очень быстро тупит режущие кромки сверла. После сотни просверленных отверстий в стеклотекстолите сверло приходит в негодность. Заправить сверло диаметром 0,7 мм качественно в домашних условиях практически невозможно. Есть твердосплавные сверла, специально предназначенные для сверления стеклотекстолита. Они выпускаются разных диаметром от 0,5 мм до 2,0 мм и все имеют хвостовик диаметром 2 мм.

Одним твердосплавным сверлом без заправки режущих кромок можно просверлить десятки тысяч отверстий. Один недостаток у такого сверла, оно очень хрупкое и легко ломается, если приложить боковое усилие. Если твердосплавное сверло зажать в ручной дрели, то при первом же касании к поверхности детали сверло сломается. В мини сверлильном станке я одним сверлом уже сверлю много лет, и оно до сих пор сверлит, как новое.
В этой статье мы поделимся с вами разработанным нами станком для сверления печатных плат и выложим все материалы, необходимые для самостоятельного изготовления этого станка. Все что понадобится, это распечатать детали на 3D-принтере, порезать фанеру лазером и закупить некоторые стандартные комплектующие.
Описание конструкции
В основе конструкции довольно мощный 12ти вольтовый двигатель из Китая. В комплекте с двигателем они продают еще патрон, ключ и десяток сверел разного диаметра. Большинство радиолюбителей просто покупают эти двигатели и сверлят платы удерживая инструмент в руках.
Мы решили пойти дальше и на его основе сделать полноценный станок с открытыми чертежами для самостоятельного изготовления.
Для линейного перемещения двигателя мы решили использовать полноценное решение - полированные валы диаметром 8мм и линейные подшипники. Это дает возможность минимизировать люфты в самом ответственном месте.

Основная станина сделана из фанеры толщиной 5мм. Фанеру мы выбрали потому, что стоит очень дешево. Как материал, так и сама резка. С другой стороны ничего не мешает (если есть возможность) просто вырезать все те же самые детали из стали. Некоторые мелкие детали сложной формы напечатаны на 3D-принтере.
Для поднятия двигателя в исходное положение использованы две обычные канцелярские резинки. В верхнем положении двигатель сам отключается при помощи микропереключателя.
С обратной стороны мы сделали место для хренения ключа небольшой пенал для сверел. Пазы в нем имеют разную глубину, что делает удобным хранение сверел с разным диаметром.
Впрочем, все это проще увидеть на видео:
Детали для сборки
Сборка
Весь процесс сборки записан на видео:
Если следовать именно такой последовательности действий, то собирать станок будет очень просто.
Вот так вот выглядит полный набор всех комплектующих для сборки:

Помимо них для сборки потребуется простейший ручной инструмент. Отвертки, шестигранные ключи, плоскогубцы, кусачки и т.д.
Перед тем начинать собирать станок желательно обработать напечатанные детали. Удалить возможные наплывы, поддержки, а также пройти все отверстия сверлом соответствующего диаметра. Фанерные детали по линии реза могут пачкать гарью. Их можно также обработать наждачной бумагой.
После того, как все детали подготовлены начать проще с установки линейных подшипников. Они закрадываются внутрь напечатанных деталей и прикручиваются к боковым стенкам:


Теперь можно собрать фанерное основание. Сначала боковые стенки устанавливаются на основание, а затем вставляется вертикальная стенка. В верхней части также есть дополнительная напечатанная деталь, которая задает ширину в верхней части. При закручивании винтов в фанеру не прикладывайте слишком большое усилие.


В столике на переднем отверстии необходимо сделать зенковку, чтобы винт с головой впотай не мешал сверлить плату. С торца также установлена напечатанная крепежная деталь.

Теперь можно приступить к сборке блока двигателя. Он прижимается двумя деталями и четырьмя винтами к подвижному основанию. При его установке необходимо следить, чтобы отверстия для вентиляции оставались открытыми. На основание он закрепляется при помощи хомутов. Сначала вал продевается в подшипник, а затем на нем защелкиваются хомуты. Также установите винт М3х35, который в будущем будет нажимать на микропереключатель.

Микропереключатель устанавливается на прорези кнопкой в сторону двигателя. Позже его положение можно будет отклибровать.

Резинки накидываются на нижнюю часть двигателя и продеваются до "рогов". Их натяжение надо отрегулировать так, чтобы двигатель поднимался до самого конца.

Теперь можно припаять все провода. На блоке двигателя и рядом с микропереключателем есть отверстия для хомутов, чтобы закрепить провод. Также этот провод можно провести внутри станка и вывести с обратной стороны. Убедитесь, что припаиваете провода на микропереключателе к нормально замкнутым контактам.

Осталось только поставить пенал для сверел. Верхнюю крышку нужно зажать сильно, а нижнюю закрутить очень слабо, используя для этого гайку с нейлоновой вставкой.


На этом сборка окончена!
Из доработок вы можете проклеить фанерные детали, для увеличения жесткости. Можно также сделать регулятор оборотов двигателя.
Рассказать в:
Травить платы мы уже научились, теперь надо сверлить отверстия. Можно ручной дрелью, можно электродрелью, можно станком... Электродрелью неудобно - ломаются свёрла часто. Станочек хорошо, но очень дорого. Поэтому было принято решение сварганить самому.
Станина. Долго искал из чего сделать станину. На просторах интернета нашёл идею в качестве станины использовать штатив от микроскопа. Дело за малым - найти поломанный микроскоп. Это оказалось самое сложное... Но после продолжительных поисков нашёл штатив от микроскопа (без тубуса и т.д.) за 20$.
Двигатель. Пришлось подумать не меньше чем над станиной - готовые двигатели с патроном стоят от 40$... Разобрать шуруповёрт - тоже дороговато, да и жалко. А вот двигатель от шуруповёрта 12-ти вольтового - в самый раз! Стоит 9$ и доставаемость простая - на рынке, там где ремонтируют электроинструмент.
Патрон . На радиорынке есть цанговые патроны (на фото внизу), но попробовав 2 штуки понял - фигня. Сильное биение сверла, которое никак не не устранишь. Нашёл замечательный патрон фирмы dremel 4486, вот такой:
но к нему надо вытачивать дополнительно переходничёк, да и стоит он порядочно - около 20$. Пока остановился на цанговом патроне, но ищу ему замену.
Патрон (2 серия).
Разжился я таки на дремелевский патрон и прикупил его. Стоил он 80 гривен (16$). А к нему выточил переходничёк. Чертёжик вот:
https://i0.wp.com/cxema.my1.ru/_pu/28/s60691989.jpg" align="" src-original=" width=">
https://i0.wp.com/cxema.my1.ru/_pu/28/s56790910.jpg" align="" src-original=" width=">
Переходник насаживается на вал довольно плотно, поэтому отпала необходимость в креплении винтами. Тестовое сверление показало отличные результаты! Биения нет совсем!
Регулятор оборотов . Если бы разобрал шуруповёрт с регулятором, то можно было бы использовать его, но у меня регулятора не было. Поэтому пришлось придумать. Оказалось всё довольно просто. Взял контроллер attiny13, на котором реализовал ШИМ, управляемый напряжением на выводе 3. Вывод 2 служит для включения двигателя. На него подключена педаль и выключатель, на случай, если нет педали. В качестве ключа применил транзистор irf540.
https://i1.wp.com/cxema.my1.ru/_pu/28/72399610.gif" align="" src-original=" height=" width="283">
Прошивка .
Прошивка существует в двух вариантах - с плавным стартом, и обычным стартом. кому как нравится и какой двигатель стоит. Мой двигатель при обычном пуске потреблял до 20А, что слегка многовато...
fuses выставлены в проекте, но если кто-то шьёт не из codevisionavr, то повторю их тут:






Слева - разъём питания и регулятор, справа - выключатель и разъём подключения педали. Внизу транзистор (использует станину как теплоотвод).
В моём "микроскопе" микроподача не работала, но мне это и не надо, а половина оборота ручки подачи (чёрная ручка) приводит к перемещению сверла на 15 - 20мм, что вполне достаточно для комфортного сверления.
Сверлильный станок для печатных плат относится к категории мини-оборудования специального назначения. При желании такой станок можно сделать своими руками, используя для этого доступные комплектующие. Любой специалист подтвердит, что без использования подобного аппарата трудно обойтись при производстве электротехнических изделий, элементы схем которых монтируются на специальных печатных платах.
Общая информация о сверлильных станках
Любой сверлильный станок необходим для того, чтобы обеспечить возможность эффективной и точной обработки деталей, изготовленных из различных материалов. Там, где необходима высокая точность обработки (а это относится и к процессу сверления отверстий), из технологического процесса необходимо максимально исключить ручной труд. Подобные задачи и решает любой, в том числе и самодельный. Практически не обойтись без станочного оборудования при обработке твердых материалов, для сверления отверстий в которых усилий самого оператора может не хватить.

Конструкция настольного сверлильного станка с ременной передачей (нажмите для увеличения)
Любой станок для сверления – это конструкция, собранная из множества составных частей, которые надежно и точно фиксируются друг относительно друга на несущем элементе. Часть из этих узлов закреплена на несущей конструкции жестко, а некоторые могут перемещаться и фиксироваться в одном или нескольких пространственных положениях.

Базовыми функциями любого сверлильного станка, за счет которых и обеспечивается процесс обработки, является вращение и перемещение в вертикальном направлении режущего инструмента – сверла. На многих современных моделях таких станков рабочая головка с режущим инструментом может перемещаться и в горизонтальной плоскости, что позволяет использовать это оборудование для сверления нескольких отверстий без передвижения детали. Кроме того, в современные станки для сверления активно внедряют системы автоматизации, что значительно увеличивает их производительность и повышает точность обработки.
Ниже для примера представлены несколько вариантов конструкции для плат. Любая из данных схем может послужить образцом для вашего станка.

Особенности оборудования для сверления отверстий в печатных платах
Станок для сверления печатных плат – это одна из разновидностей сверлильного оборудования, которое, учитывая очень небольшие размеры обрабатываемых на нем деталей, относится к категории мини-устройств.
Любой радиолюбитель знает, что печатная плата – это основание, на котором монтируются составные элементы электронной или электрической схемы. Изготавливают такие платы из листовых диэлектрических материалов, а их размеры напрямую зависят от того, какое количество элементов схемы на них необходимо разместить. Любая печатная плата вне зависимости от ее размеров решает одновременно две задачи: точное и надежное позиционирование элементов схемы относительно друг друга и обеспечение прохождения между такими элементами электрических сигналов.
В зависимости от назначения и характеристик устройства, для которого создается печатная плата, на ней может размещаться как небольшое, так и огромное количество элементов схемы. Для фиксации каждого из них в плате необходимо просверлить отверстия. К точности расположения таких отверстий относительно друг друга предъявляются очень высокие требования, так как именно от этого фактора зависит, правильно ли будут расположены элементы схемы и сможет ли она вообще работать после сборки.

Сложность обработки печатных плат состоит еще и в том, что основная часть современных электронных компонентов имеет миниатюрные размеры, поэтому и отверстия для их размещения должны иметь небольшой диаметр. Для формирования таких отверстий используется миниатюрный инструмент (в некоторых случаях даже микро). Понятно, что работать с таким инструментом, используя обычную дрель, не представляется возможным.
Все вышеперечисленные факторы привели к созданию специальных станков для формирования отверстий в печатных платах. Эти устройства отличаются несложной конструкцией, но позволяют значительно повысить производительность такого процесса, а также добиться высокой точности обработки. Используя сверлильный мини-станок, который несложно изготовить и своими руками, можно оперативно и максимально точно сверлить отверстия в печатных платах, предназначенных для комплектации различных электронных и электротехнических изделий.

Как устроен станок для сверления отверстий в печатных платах
От классического сверлильного оборудования станок для формирования отверстий в печатных платах отличается миниатюрными размерами и некоторыми особенностями своей конструкции. Габариты таких станков (в том числе и самодельных, если для их изготовления правильно подобраны комплектующие и их конструкция оптимизирована) редко превышают 30 см. Естественно, и вес их незначительный – до 5 кг.

Если вы собираетесь изготовить сверлильный мини-станок своими руками, вам необходимо подобрать такие комплектующие, как:
- несущая станина;
- стабилизирующая рамка;
- планка, которая будет обеспечивать перемещение рабочей головки;
- амортизирующее устройство;
- ручка для управления перемещением рабочей головки;
- устройство для крепления электродвигателя;
- сам электрический двигатель;
- блок питания;
- цанга и переходные устройства.

Чертежи деталей станка (нажмите для увеличения)

Разберемся в том, для чего предназначены все эти узлы и как из них собрать самодельный мини-станок.
Конструктивные элементы сверлильного мини-станка
Сверлильные мини-станки, собранные своими руками, могут серьезно отличаться друг от друга: все зависит от того, какие комплектующие и материалы были использованы для их изготовления. Однако как заводские, так и самодельные модели такого оборудования работают по одному принципу и предназначены для выполнения схожих функций.

Несущим элементом конструкции является станина-основание, которая также обеспечивает устойчивость оборудования в процессе выполнения сверления. Исходя из назначения данного конструктивного элемента, изготавливать станину желательно из металлической рамки, вес которой должен значительно превышать суммарную массу всех остальных узлов оборудования. Если пренебречь этим требованием, вы не сможете обеспечить устойчивость вашего самодельного станка, а значит, не добьетесь требуемой точности сверления.
Роль элемента, на котором крепится сверлильная головка, выполняет переходная стабилизирующая рамка. Ее лучше всего изготовить из металлической рейки или уголков.

Планка и амортизирующее устройство предназначены для обеспечения вертикального перемещения сверлильной головки и ее подпружинивания. В качестве такой планки (ее лучше зафиксировать с амортизатором) можно использовать любую конструкцию (важно только, чтобы она выполняла возложенные на нее функции). В этом случае может пригодиться мощный гидравлический амортизатор. Если же такого амортизатора у вас нет, планку можно изготовить своими руками либо использовать пружинные конструкции, снятые со старой офисной мебели.
Управление вертикальным перемещением сверлильной головки осуществляется при помощи специальной ручки, один конец которой соединяют с корпусом сверлильного мини-станка, его амортизатором или стабилизирующей рамкой.

Крепление для двигателя монтируют на стабилизирующей рамке. Конструкция такого устройства, в качестве которого может выступать деревянный брусок, хомут и др., будет зависеть от конфигурации и конструктивных особенностей остальных узлов сверлильного станка для печатных плат. Использование такого крепления обусловлено не только необходимостью его надежной фиксации, но также тем, что вы должны вывести вал электродвигателя на требуемое расстояние от планки перемещения.
Выбор электрического двигателя, которым можно оснастить сверлильный мини-станок, собираемый своими руками, не должен вызвать никаких проблем. В качестве такого приводного агрегата можно использовать электродвигатели от компактной дрели, кассетного магнитофона, дисковода компьютера, принтера и других устройств, которыми вы уже не пользуетесь.

В зависимости от того, какой электрический двигатель вы нашли, подбираются зажимные механизмы для фиксации сверл. Наиболее удобными и универсальными из таких механизмов являются патроны от компактной дрели. Если подходящий патрон найти не удалось, можно использовать и цанговый механизм. Подбирайте параметры зажимного устройства так, чтобы в нем можно было фиксировать очень мелкие сверла (или даже сверла размера «микро»). Для соединения зажимного устройства с валом электродвигателя необходимо использовать переходники, размеры и конструкция которых будут определяться типом выбранного электродвигателя.

В зависимости от того, какой электродвигатель вы установили на свой сверлильный мини-станок, необходимо подобрать блок питания. Обращать внимание при таком выборе следует на то, чтобы характеристики блока питания полностью соответствовали параметрам напряжения и силы тока, на которые рассчитан электродвигатель.

Здравствуйте! На этом ресурсе много людей, которые занимаются электроникой и самостоятельно изготавливают печатные платы. И каждый из них скажет, что сверление печатных плат это боль. Мелкие отверстия приходится сверлить сотнями и каждый самостояльно решает для себя эту проблему.
В этой статье я хочу представить вашему вниманию открытый проект сверлильного станка, который каждый сможет собрать сам и ему не потребутся для этого искать CD-приводы или предметные столы для микроскопа.
Описание конструкции
В основе конструкции довольно мощный 12ти вольтовый двигатель из Китая. В комплекте с двигателем они продают еще патрон, ключ и десяток сверел разного диаметра. Большинство радиолюбителей просто покупают эти двигатели и сверлят платы удерживая инструмент в руках.
Для линейного перемещения двигателя я решил использовать полированные валы диаметром 8мм и линейные подшипники. Это дает возможность минимизировать люфты в самом ответственном месте. Эти валы можно найти в старых принтерах или купить. Линейные подшипники также широко распространены и доступны, так как применяются в 3D-принтерах.

Основная станина сделана из фанеры толщиной 5мм. Фанеру я выбрал потому, что она стоит очень дешево. Как материал, так и сама резка. С другой стороны ничего не мешает (если есть возможность) просто вырезать все те же самые детали из стали или оргстекла. Некоторые мелкие детали сложной формы напечатанны на 3D-принтере.
Для поднятия двигателя в исходное положение использованы две обычные канцелярские резинки. В верхнем положении двигатель сам отключается при помощи микропереключателя.
С обратной стороны я предусмотрел место для хренения ключа и небольшой пенал для сверел. Пазы в нем имеют разную глубину, что делает удобным хранение сверел с разным диаметром.

Но все это проще один раз увидеть на видео:
На нем есть небольшая неточность. В тот момент мне попался бракованный двигатель. На самом деле от 12В они потребляют на холостом ходу 0,2-0,3А, а не два, как говорится в видео.
Детали для сборки
- Двигатель с патроном и цангой . С одной стороны кулачковый патрон это очень удобно, но с другой он гораздо массивнее цангового зажима, то есть часто подвержен биениям и очень часто их приходится дополнительно балансировать.
- Фанерные детали. Ссылку на файлы для лазерной резки в формате dwg (подготовлено в NanoCAD) можно будет скачать в конце статьи. Достаточно просто найти фирму, которая занимается лазерной резкой материалов и передать им скачанный файл. Отмечу отдельно то, что толщина фанеры может меняться от случая к случаю. Мне попадаются листы которые немного тоньше 5мм, поэтому пазы я делал по 4,8мм.
- Напечатанные на 3D-принтере детали. Ссылку на файлы для печати деталей в stl-формате можно будет также найти в конце статьи
- Полированные валы диаметром 8мм и длиной 75мм - 2шт. Вот ссылка на продавца с самой низкой ценой за 1м, которую я видел
- Линейные подшипники на 8мм LM8UU - 2шт
- Микропереключатель KMSW-14
- Винт М2х16 - 2шт
- Винт М3х40 в/ш - 5шт
- Винт М3х35 шлиц - 1шт
- Винт М3х30 в/ш - 8шт
- Винт М3х30 в/ш с головкой впотай - 1шт
- Винт М3х20 в/ш - 2шт
- Винт М3х14 в/ш - 11шт
- Винт М4х60 шлиц - 1шт
- Болт М8х80 - 1шт
- Гайка М2 - 2шт
- Гайка М3 квадратная - 11шт
- Гайка М3 - 13шт
- Гайка М3 с нейлоновым кольцом - 1шт
- Гайка М4 - 2шт
- Гайка М4 квадратная - 1шт
- Гайка М8 - 1шт
- Шайба М2 - 4шт
- Шайба М3 - 10шт
- Шайба М3 увеличенная - 26шт
- Шайба М3 гроверная - 17шт
- Шайба М4 - 2шт
- Шайба М8 - 2шт
- Шайба М8 гроверная - 1шт
- Набор монтажных проводов
- Набор термоусадочных трубок
- Хомуты 2.5 х 50мм - 6шт
Сборка
Весь процесс подробно показан на видео:Если следовать именно такой последовательности действий, то собирать станок будет очень просто.
Вот так вот выглядит полный набор всех комплектующих для сборки

Помимо них для сборки потребуется простейший ручной инструмент. Отвертки, шестигранные ключи, плоскогубцы, кусачки и т.д.
Перед тем начинать собирать станок желательно обработать напечатанные детали. Удалить возможные наплывы, поддержки, а также пройти все отверстия сверлом соответствующего диаметра. Фанерные детали по линии реза могут пачкать гарью. Их можно также обработать наждачной бумагой.
После того, как все детали подготовлены начать проще с установки линейных подшипников. Они закрадываются внутрь напечатанных деталей и прикручиваются к боковым стенкам:


Теперь можно собрать фанерное основание. Сначала боковые стенки устанавливаются на основание, а затем вставляется вертикальная стенка. В верхней части также есть дополнительная напечатанная деталь, которая задает ширину в верхней части. При закручивании винтов в фанеру не прикладывайте слишком большое усилие.



В столике на переднем отверстии необходимо сделать зенковку, чтобы винт с головой впотай не мешал сверлить плату. С торца также установлена напечатанная крепежная деталь.

Теперь можно приступить к сборке блока двигателя. Он прижимается двумя деталями и четырьмя винтами к подвижному основанию. При его установке необходимо следить, чтобы отверстия для вентиляции оставались открытыми. На основание он закрепляется при помощи хомутов. Сначала вал продевается в подшипник, а затем на нем защелкиваются хомуты. Также установите винт М3х35, который в будущем будет нажимать на микропереключатель.

Микропереключатель устанавливается на прорези кнопкой в сторону двигателя. Позже его положение можно будет откалибровать.

Резинки накидываются на нижнюю часть двигателя и продеваются до «рогов». Их натяжение надо отрегулировать так, чтобы двигатель поднимался до самого конца.

Теперь можно припаять все провода. На блоке двигателя и рядом с микропереключателем есть отверстия для хомутов, чтобы закрепить провод. Также этот провод можно провести внутри станка и вывести с обратной стороны. Убедитесь, что припаиваете провода на микропереключателе к нормально замкнутым контактам.

Осталось только поставить пенал для сверел. Верхнюю крышку нужно зажать сильно, а нижнюю закрутить очень слабо, используя для этого гайку с нейлоновой вставкой.


На этом сборка окончена!
Дополнения
Другие люди, которые уже собрали себе такой станок внесли много предложений. Я, если позволите, перечислю основные из них, оставив их в авторском виде:- Кстати, тем, кто никогда раньше не работал с такими деталями, хорошо бы напоминать, что пластмасса от 3D принтеров боится нагрева. Поэтому здесь следует быть аккуратным - не стоит проходить отверстия в таких деталях высокоборотной дрелью или Дремелем. Ручками, ручками....
- Я бы еще порекомендовал устанавливать микропереключатель на самой ранней стадии сборки, так как привинтить его к уже подсобранной станине нужно еще суметь - очень мало свободного пространства. Не помешало бы также посоветовать умельцам заблаговременно хотя бы залудить контакты микропереключателя (а еще лучше - заранее припаять к ним провода и защитить места пайки отрезками термоусадочной трубки), дабы впоследствии при пайке не повредить фанерные детали изделия.
- Мне видимо повезло и патрон на валу оказался не отцентрированным, что приводило к серьезной вибрации и гулу всего станка. Удалось исправить центровкой «плоскогубцами», но это не хороший вариант. так как гнет ось ротора, а снять патрон уже не реально, есть опасения, что вытащу эту самую ось целиком.
- Затяжку винтов с гроверными шайбами производить следующим образом. Затягивать винт до момента, когда сомкнется (выпрямится) гроверная шайба. После этого повернуть отвертку на 90 градусов и остановиться.
- Многие советуют приделать к нему регулятор оборотов по схеме Савова. Он крутит двигатель медленно когда нагрузки нет, и повышает обороты при появлении нагрузки.









